你留意過顆粒機環模身上這些數字的含義嗎?
發布時間:2024/07/04
點擊量:0
【環模 新聞資訊】你留意過顆粒機環模身上這些數字的含義嗎?
一般情況,正規模具配件廠家生產的環模標有型號、規格和出廠編號等商標標識。字母多為生產廠家及代號,數字是環模孔徑*環模厚度/有效厚度,又或簡單粗暴地顯示壓縮比。當然有些顆粒機廠家為了確保自己的客戶不流失,會給環模胡亂打上鋼印,這樣使用的客戶就不清楚真實的壓縮比了,我們要學會識別。
不少用顆粒機的朋友,一直沒搞不清楚壓縮比是一個什么概念,如果實在不了解的,可以看寶殼之前專門介紹的文章:
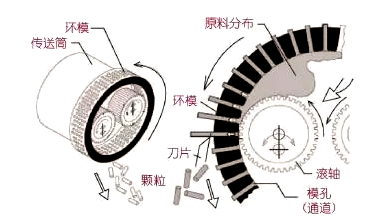
環模模孔一般分三個部分組成的,第一個部分錐度的位置是導料孔,也叫喇叭口,作為導料把原料導向擠壓到一個比較小的一個孔徑里面來,給顆粒形成一個緊實度。直孔部分是壓縮孔,它的長度影響著顆粒的成型,原料進來后在壓縮孔進行塑性變形。底部是釋放孔。也叫減壓孔,它的作用是為了調整這個壓縮比的大小。
比如環模直徑是8mm,壓縮比為1∶5.0,那環模模孔的有效長度就是40厚,可是環模的總厚度不一定是40,一般生產廠家還要考慮環模出料的長度以及環模熱處理的工藝,將環模加厚16mm的釋放孔長度,而且釋放孔的孔徑要比有效孔徑大。
環模壓縮比是模孔孔徑和模孔有效長度的比值關系,可以顯著地影響顆粒成型的硬度。壓縮比小,可增加顆粒機產量、減少能源損耗,減少環模磨損,但過小會致顆粒不成型、松散、大小一不等。壓縮比大,顆粒成型好,表面光滑、粉化率低,但過大會造成產量低、能耗過大,顆粒發黑碳化甚至堵機,增加生產成本。
對于環模壓縮比的選用標準,由于各生產廠家原料種類、水分不一樣,制粒工藝千差萬別,所以具體合適的壓縮比應考慮利益得失,在生產加工中綜合計算摸索得出最佳的環模壓縮比標準。
以下是560環模壓縮比的參考值:
榆木1:3-1.5 楊木1:6-1:8 松木1:5-1:8
桉木1:3.7-1:4 樺木1:6.5-1:8 硬雜木1:4-1:5
在日常生產中,環模會在使用過程不斷地磨損,主要體現在壓縮孔的磨損和模具內壁的磨損,壓縮比會隨著不斷磨損而降低,從而造成粉率提高、密度降低、成型不好等后果。當環模出現不成型或成型但冷卻后散掉,這就說明正在使用的環模已報廢,應更換新環模(雙面的環模可以翻面用)。
選擇優質耐磨的顆粒機環模,使用壽命長,更高效、節能,生產的顆粒外觀質量好,含粉量低,降低因配合不當造成環模破損的概率,性價比更高。

