
技術分享:顆粒機環模的失效原因及環模模孔導料孔錐角數值優化
[環模 新聞資訊] 在生產顆粒的過程中,不少用戶發現經常出現產量低,環模堵塞不出料等問題,隨著環模磨損造成的模孔孔徑變大,所生產的顆粒的成型率也隨之下降。當成型率下降至75%時,這種周身遍布細孔的環模就需要更換了。
由于環模是顆粒機的核心部件,本身也是易損耗零部件,更換和維修環模需要耗費大量人力成本和時間成本,這些都大大提高了顆粒的生產成本,這令諸多顆粒生產廠家感到十分頭疼:為什么我的環模老罷工?
環模的失效原因
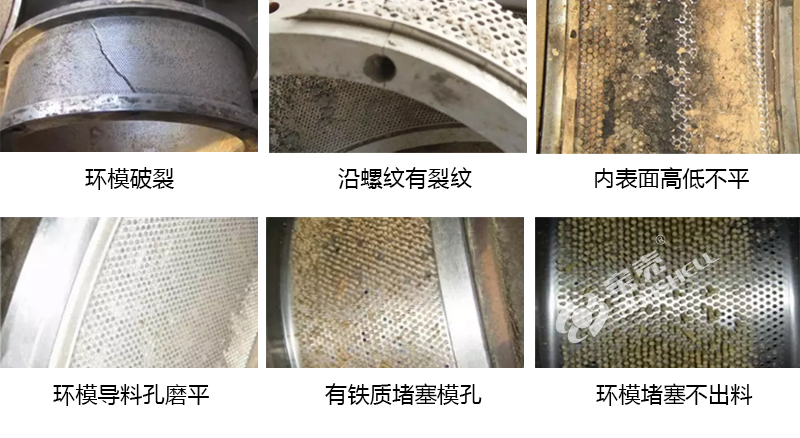
在制粒工作過程中,環模不斷受到來自物料的摩擦力和來自壓輥的擠壓力,磨粒磨損和疲勞破壞,加上制粒環境對環模有一定的腐蝕作用,最終導致環模失效。這個失效的主要形式表現為:
1、環模厚度太薄,以致強度不夠,生產中會出現爆模現象。
2、環模在運行過程中被落在制粒室內的軸承滾珠等金屬硬物強行擠入。
3、環模工作一段時間后,出料各小孔內壁磨損,孔徑增大,所生產的顆粒直徑超過規定值而失效。
4、環模內壁磨損后,內表面凹凸不平嚴重,使物料流動受阻,出料量下降而停止使用。
5、環模內壁磨損后,使內徑增大,壁厚減小,同時出料小孔內壁也隨著磨損,使各出料小孔間的壁厚不斷減薄,因而結構強度下降,在出料小孔的直徑增大到允許的規定值之前(即出現第一類失效現象之前),在最危險的截面上首先出現裂紋并不斷擴大,直到裂紋延伸到較大的范圍而導致環模失效。
淺析如何延長環模使用壽命
之前已與大家分享過8個延長環模使用壽命的經驗(詳見經驗分享 | 如何有效延長顆粒機環模使用壽命?這8點請仔細遵循!),今天我們再從以下幾方面來分析:
1、環模的材質
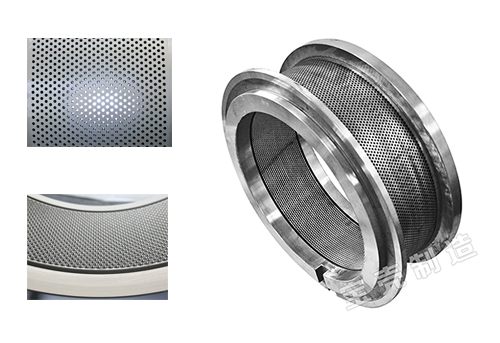
環模通常由碳(合金)鋼或不銹鋼材料經鍛壓、切削、鉆孔、熱處理等工序制成。寶殼環模是中國第一家采用X46CR13國際標準鋼的環模生產廠家,全部選用一線大廠鋼材,一體化鍛造成型均勻的爐溫,合適的加熱時間保證環模的鍛件質量。寶殼從源頭保證顆粒機環模的硬度和耐磨性,使用壽命是國內市場普通環模的2倍。
2、環模的槍鉆打孔
環模鉆孔時,應采用多孔槍鉆加工,以保證各孔質量。寶殼環模采用意大利進口槍鉆打孔,環模模孔分度均勻,模孔間壁厚均勻;先進的真空熱處理工藝避免了模孔的氧化,模孔內壁光潔度可高達0.8微米,用戶初次安裝即可直接生產,免洗出粒快生產效率大幅提高。
3、環模模孔導料孔錐角數值優化
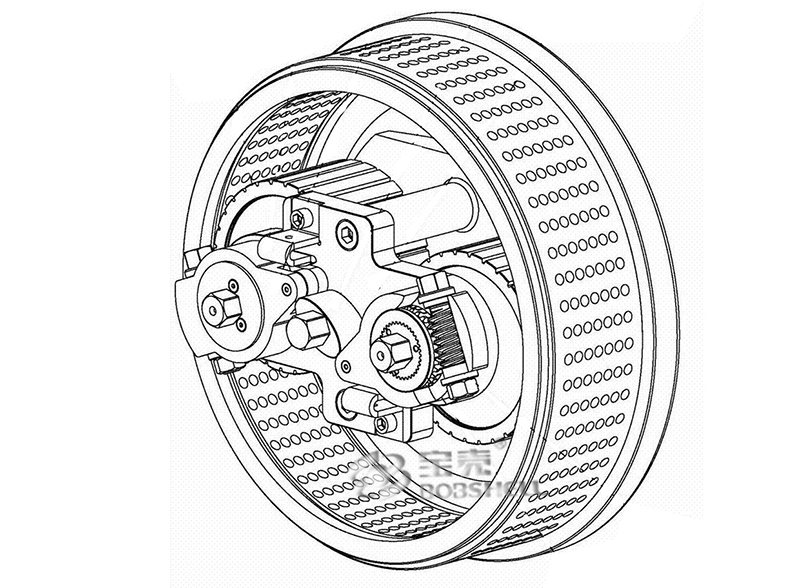
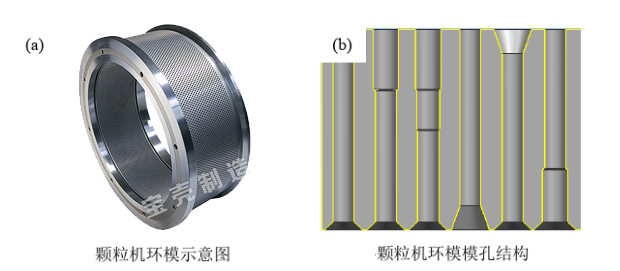
環模顆粒機的成型過程主要是壓輥與環模之間的楔形擠壓,物料在與模具之間的摩擦力和進料腔的擠壓阻力作用下而壓縮成型。
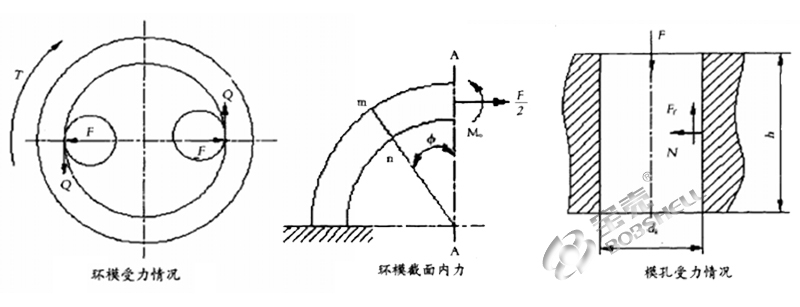
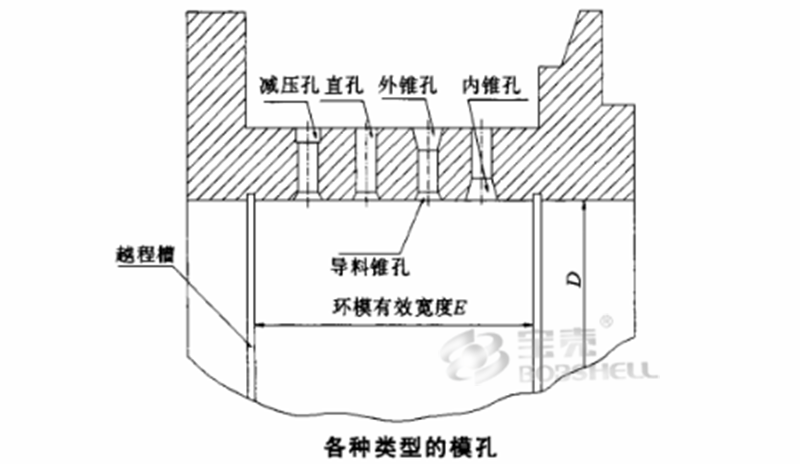
環模的使用壽命長短,與其主要參數有著一定的聯系(環模直徑、有效寬度、環模長徑比、開孔率),而它的錐角大小和進料腔長度也會影響著環模的使用,影響生物質顆粒成型的品質。物料入口為導料錐孔,經壓縮孔出,出口可設計成減壓孔(釋放孔)、外錐形孔或內錐形孔。
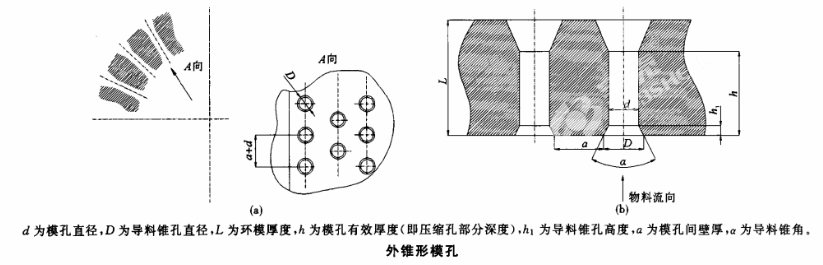
據相關研究分析表明,對環模模孔的結構進行優化,將對環模的壽命和生產率的提高起到決定性作用。不同的模孔形式適合不同種類的原料顆粒生產,比如魚飼料顆粒生產建議環模采用外錐形模孔。
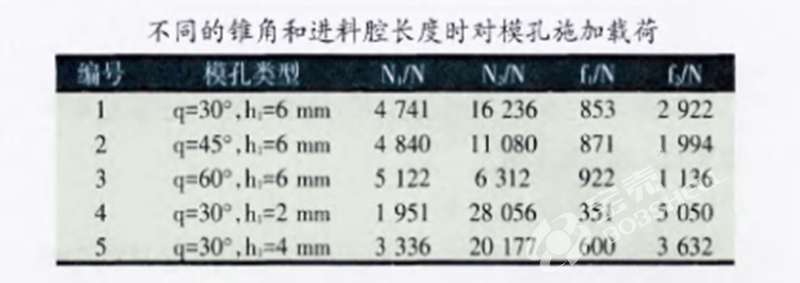
環模模孔的錐角和進料腔長度都是環模壽命的關鍵因素,所以要對其進行合理設置。比如當錐角為30°、45°、60°時,環模模孔所受的平均應力成逐漸遞減的關系。但錐角大時,開孔率會降低,會影響生產效率。當進料腔長度為2、4、6mm時,環模模孔所受的最大應力值成逐漸遞減的關系,所以進料腔長度為6mm時所受的應力要比2mm和4mm時小。
4、環模的涂覆工藝
寶殼自主研發“涂覆”新工藝,采用新型耐磨材料涂覆環模工作面所有喇叭口,提高其耐磨和耐腐蝕性能,讓環模的壽命延長2倍,耐磨效果達200%。
隨著我國經濟的不斷發展,市場對環模的需求越來越大,改善環模的使用條件是經濟有效的一部分;而延長環模的使用壽命,提高產品的質量和產量,更有著重要的工程應用價值和科學意義。